- Главная
- Каталог
- СТАНКИ КРУГЛОШЛИФОВАЛЬНЫЕ
- УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК С КОМАНДОКОНТРОЛЛЕРОМ ОШ-660.1.Ф2
УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК С КОМАНДОКОНТРОЛЛЕРОМ ОШ-660.1.Ф2




Описание
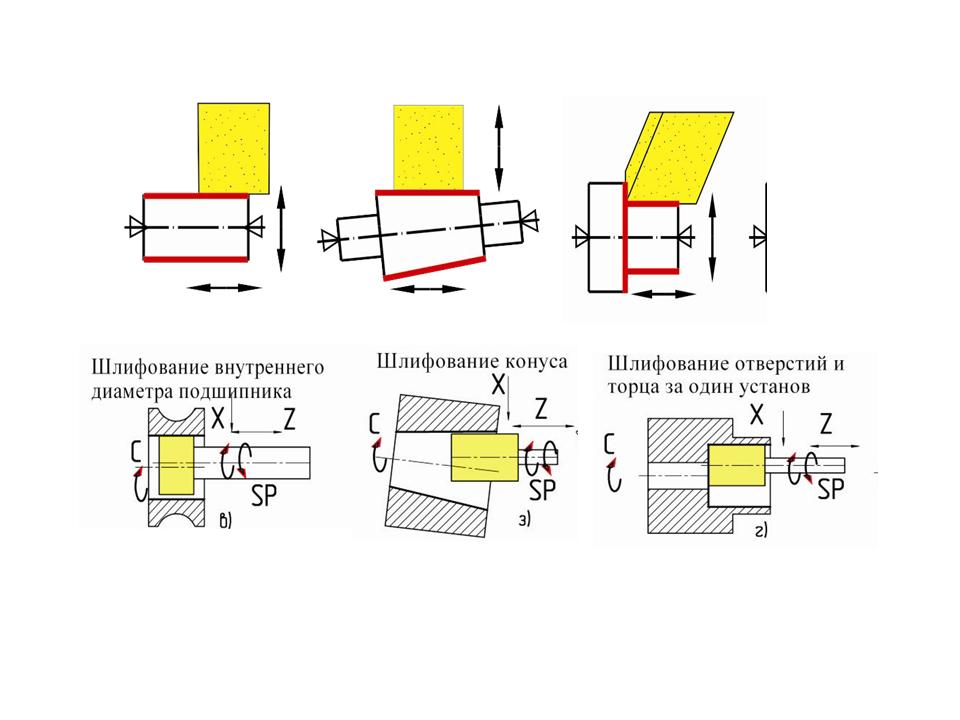
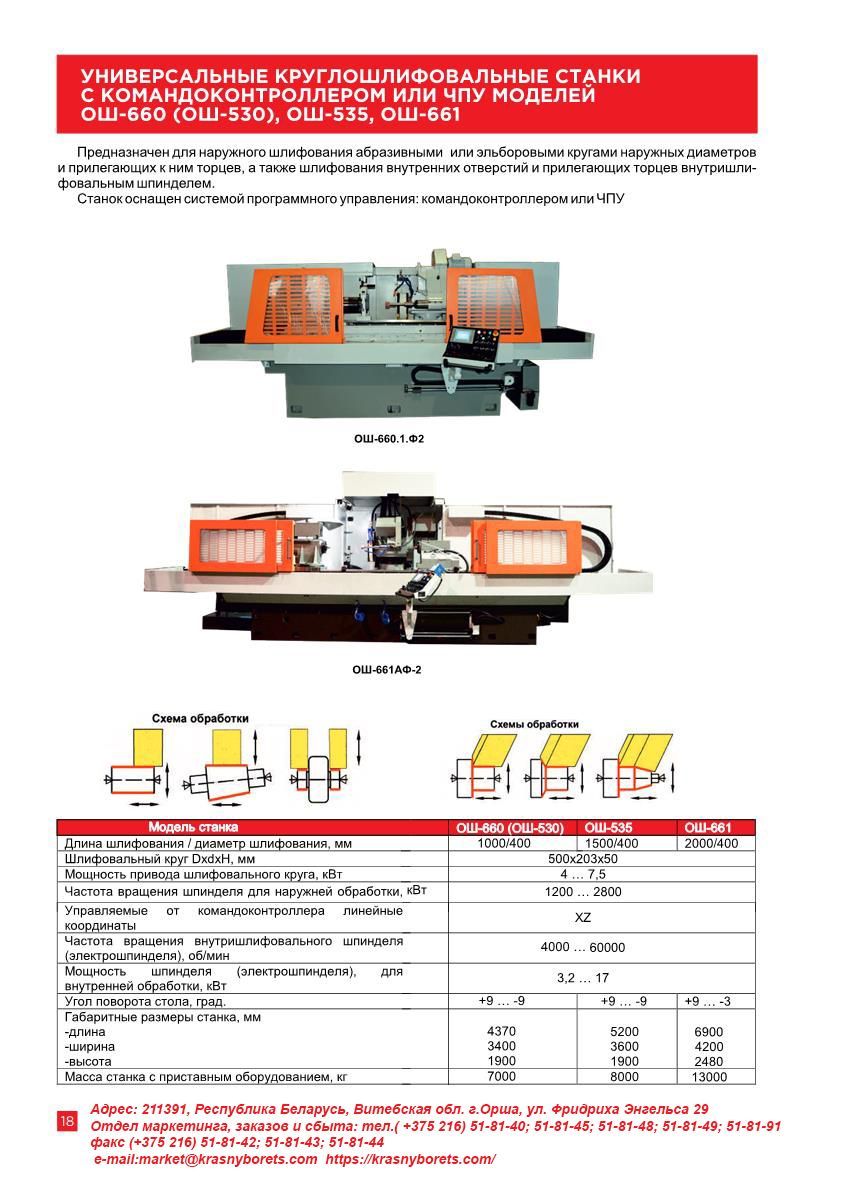
Предназначен для наружного шлифования абразивными или эльборовыми кругами наружных диаметров и прилегающих к ним торцев, а также шлифование внутренних отверстий, цилиндрических, конических и торцевых поверхностей на деталях типа вал, втулка, ось, фланец, крышка и др. Станок оснащён системой программного управления с сервоприводами.
Область применения – предприятия серийного и мелкосерийного производства.
Кинематика станка обеспечивает следующие перемещения:
- вращение обрабатываемой детали (ось Sp1);
-вращение шлифовального круга (Sp2);
-вращение шлифовального круга внутришлифовального шпинделя (Sp3);
-поперечное перемещение шлифовальной бабки (координата X);
- продольное перемещение стола (координата Z);
-поворот передней бабки на заданный угол вручную;
-поворот верхнего стола на заданный угол вручную.
ОСОБЕННОСТИ КОНСТРУКЦИИ
- Станок имеет литые базовые детали (станина, основание, стол нижний, стол верхний, бабка передняя, бабка задняя, шлифовальная головка)
- Шлифовальная бабка имеет два шпинделя для наружного и внутреннего шлифования
- При шлифовании используется СОЖ на водной основе.
- Механизм правки шлифовального круга устанавливается на бабке изделия
- Бесконтактные датчики
- Низковольтная аппаратура
- Технические характеристики
- Описание конструкции
- Комплект поставки
- Опции
- Видео
- Референс-лист
- Отзывы
-
Длина обрабатываемой заготовки
1000 мм
-
Диаметр обрабатываемой заготовки
400 мм
-
Диаметр шлифовального круга
500 мм
-
Высота шлифовального круга
203 мм
-
Посадочный диаметр шлифовального круга
50 мм
-
Мощность главного привода
4...7,5 мм
-
Управляемое количество координат
XZ
-
Точностные параметры обработки
ГОСТ 11654-90 для станков класса В
-
Наименьший диаметр наружного шлифования в центрах
1
-
Угол ручного поворота стола левый край от оператора
+9 град
-
Угол ручного поворота левый край на оператора
-9 град
-
Дискретность подач продольных стола (координата Z)
0,001 мм
-
Дискретность подач поперечных бабки шлифовальной (координата Х)
0,001 мм
-
Частота вращения шпинделя круга для наружного шлифования
1200...2800об/мин
-
Частота вращения шпинделя круга для внутреннего шлифования
4000...60000об/мин
-
Мощность шпинделя шлифовального круга для внутреннего шлифования
3,2...17кВт
-
Габаритные размеры (длина х ширина х высота)
4370 х 3400 х 1900мм
-
Масса
7000 кг
На станке применены:
-замкнутые, роликовые линейные направляющие;
-высокоточные беззазорные шарико-винтовые передачи в механизмах приводов подач;
-высокоточные радиально-упорные шарикоподшипники для шпинделя шлифовальной бабки, шпинделя передней бабки;
Перемещение стола осуществляется по направляющим скольжения с полимерным покрытием посредством ШВП.
Система управления выполнена на программируемом командоконтроллере и сервоприводами, позволяющими производить обработку деталей как в автоматическом так и в ручном режиме.
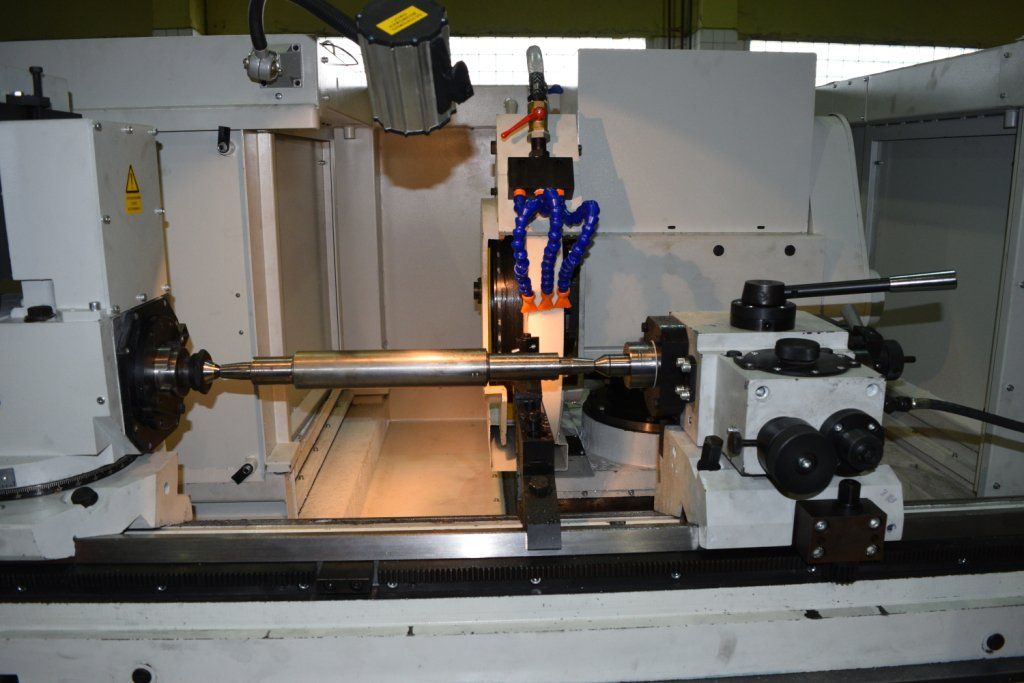
Базирование обрабатываемых деталей производится в центрах передней и задней бабки или в трехкулачковом патроне передней бабки. Возможно применение люнетов.
Станок имеет компоновку с перемещающимся столом, на котором установлены бабка передняя (ведущая), с установленной обрабатываемой деталью и бабка задняя.
Бабка шлифовальная перемещается перпендикулярно к оси центров обрабатываемой детали.
На шлифовальной бабке установлена дополнительная внутришлифовальная головка.
Бабка изделия с электрическим приводом и бабка задняя крепятся на верхней рабочей поверхности подвижного стола. Поперечное перемещение шлифовальной бабки осуществляется по линейным направляющим качения посредством шарико – винтовой передачи.
Шлифовальная бабка имеет два шпинделя для наружного и внутреннего шлифования.
Внутришлифовальный шпиндель поворотный (откидной) установлен спереди на корпусе бабки шлифовальной. Шлифовальная головка имеет возможность устанавливаться на угол поворота ±15 град.
Верхний стол имеет возможность поворота (на угол 3º по часовой стрелке и 8º против часовой стрелки) и базируется на нижний стол, который в свою очередь перемещается по направляющим скольжения станины.
Механизм правки шлифовального круга устанавливается на бабке изделия.
Правка периферии шлифовального круга главного привода и шлифовального круга внутришлифовальной головки осуществляется с помощью алмаза в оправе за счёт продольного перемещения стола и поперечного перемещения шлифовального круга (линейная интерполяция по двум координатам).
Рабочая зона шлифования ограждена защитой представляющая собой сварной каркас, установленный на станине предохраняющий от разбрызгивания СОЖ во время работы. Доступ в рабочую зону осуществляется через сдвижные двери, а к местам обслуживания - через двери установленные на петлях.
При шлифовании используется СОЖ на водной основе.
Гидрооборудование выполнено отдельным агрегатом и установлено сзади от станка, а система охлаждения слева. С правой стороны станка расположен электрошкаф.
Впереди станка на электрошкафу установлен объединенный пульт управления с панелью оператора фирмы “Siemens” и станочный пульт с электронными маховиками, джойстиком и кнопками управления.
При шлифовании используется СОЖ на водной основе, очистка СОЖ осуществляется посредством магнитного сепаратора и фильтра-транспортёра. В зону обработки подаётся СОЖ под давлением Р = 2 атм, производительность насоса Q = 60 л/мин
Бесконтактные датчики .
Низковольтная аппаратура.
В качестве обратной связи преобразователи линейных перемещений.
Стандартная комплектация:
-станок в сборе (с шлифовальной бабкой, бабкой передней и задней);
- гидростанция;
- шкаф электроавтоматики;
-светильник для освещения рабочей зоны;
- пульт управления с панелью оператора и программируемым логическим контроллером (S7-1200 фирмы «Siemens»);
- система подачи и очистки СОЖ c магнитным сепаратором и фильтром транспортером с рулонным фильтровальным полотном;
-механизм правки по торцу и периферии;
- комплект центров на переднюю и заднюю бабки;
- патрон трёхкулачковый (диаметр зажима 200 мм);
- фланцы шлифовального круга – 2 комплекта (1 к-т установлен на станке);
- опора регулируемая - 4шт.;
- шлифовальный круг ГОСТ Р 52781-2007: 500 х 50 х 203 (мм) 25А F90 K6V 50 м/с 2кл – 1 шт.
- комплект ЗИП (запасных частей и принадлежностей быстро изнашиваемые детали на 1 год эксплуатации);
- слесарный инструмент для обслуживания станка;
-комплект эксплуатационной документации: (руководство по эксплуатации на станок, руководство по эксплуатации электрооборудования, каталог запасных частей, инструкция по управлению – 1экз.)
Дополнительно возможна установка маховиков для обработки наружных и внутренних поверхностей тел вращения ручным управлением.;
Люнет для установки деталей и патрон трёхкулачковый (параметры согласовываются с заказчиком).
Электрошкаф в комплекте с холодильным агрегатом
Замкнутые роликовые линейные направляющие.;
Высокоточные радиально-упорные шарикоподшипники для шпинделя шлифовальной бабки и шпинделя передней бабки.
Систему ЧПУ с ЖК монитором для отображения всей информации процесса обработки, для удобного программирования и управления
Автоматическая правка шлифовального круга по запрограммированному циклу с компенсацией износа шлифовального круга.
Датчик касания .
Устройство динамической балансировки шлифовального круга с функцией GAP (функция GAP обеспечивает обнаружение приближающихся препятствий и останавливает подачу шлифовального круга вне зависимости от программы обработки) и активный контроль (для контроля гладких цилиндрических и прерывистых поверхностей)
Оправка для статической балансировки шлифовального круга.
Станция центробежной отчистки СОЖ – центрифуга.;
Устройство вытяжное «УВ-1200.00.0.000.0.00».Устройство предназначено для извлечения тумана СОЖ с включениями твердой пыли и мелкой металлической стружки.
Кабинетная защита.
Внутришлифовальный шпиндель (фортуна) (30000 мин־¹, 45000 мин־¹).
Системы управления
Обратные центра.
Набор хомутиков.
Приспособление для правки круга под углом.
Приспособление для правки круга по радиусу.


{kind=link}