
- Главная
- Каталог
- СТАНКИ КРУГЛОШЛИФОВАЛЬНЫЕ, ТОРЦЕКРУГЛОШЛИФОВАЛЬНЫЕ
- СТАНОК КРУГЛОШЛИФОВАЛЬНЫЙ С ЧПУ ОШ-660.2.Ф3 ИСПОЛНЕНИЕ 16
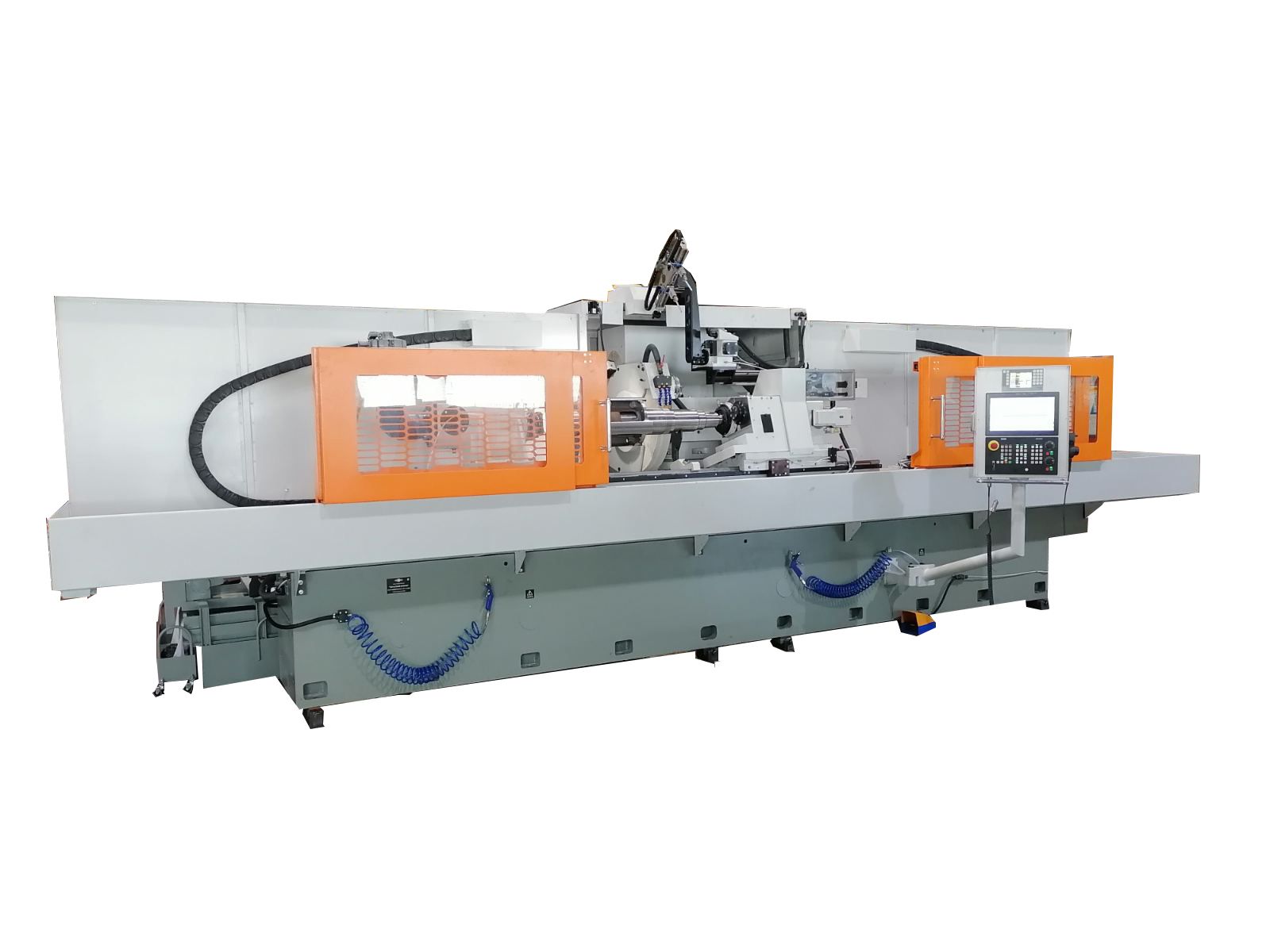
СТАНОК КРУГЛОШЛИФОВАЛЬНЫЙ С ЧПУ ОШ-660.2.Ф3 ИСПОЛНЕНИЕ 16



Описание
Станок круглошлифовальный с ЧПУ модели ОШ-660.2.Ф3 исп.16 предназначен для наружного шлифования гладких цилиндрических и конических поверхностей в телах вращения (детали типа валы, оси, оправки и др.). Обрабатываемый материал: сталь, чугун.
Область применения станка – предприятия разных отраслей промышленности с серийным и мелкосерийным производством.
Кинематическая схема станка должна обеспечивать следующие движения:
- вращение обрабатываемой детали (ось Sp1);
- вращение шлифовального круга (ось Sp2);
- поперечное перемещение шлифовальной бабки (координата Х);
- продольное перемещение стола (координата Z);
- поворот стола (координата В);
ОСОБЕННОСТИ КОНСТРУКЦИИ
- Перемещение шлифовальной бабки осуществляется по линейным направляющим, стола по направляющим скольжения посредством шарико-винтовых передач.
- Применение бесконтактных датчиков, охладителя электро-шкафа, прибора активного контроля и балансировщика шлифовального круга
- Применение в качестве обратной связи преобразователя линейного перемещения (по координате Х)
- Перемещение шлифовальной бабки и стола осуществляется приводами
- Бак системы охлаждения с насосом производительностью 100 л/мин, магнит-ным сепаратором и фильтром-транспортёром c рулонным фильтровальным полотном
- Применение датчика касания.
- Технические характеристики
- Описание конструкции
- Комплект поставки
- Опции
- Видео
- Референс-лист
- Отзывы
-
Длина устанавливаемой заготовки
1500 мм
-
Диаметр наружный устанавливаемой заготовки
550 мм
-
Диаметр шлифовального круга
750 мм
-
Высота шлифовального круга
100 мм
-
Посадочный диаметр шлифовального круга
305 мм
-
Мощность главного привода
37 кВт
-
Скорость установочных перемещений (наибольшая) поперечных бабки шлифовальной (координата Х)
6 м/мин
-
Скорость установочных перемещений (наибольшая)продольных стола (координата Z)
6 м/мин
-
Управляемые ЧПУ линейные координаты
и круговые X,Z
-
Дискретность координат
1 мкм
-
Частота вращения шпинделя главного привода
1200...2800 об/мин
-
Максимальная масса обрабатываемой детали
500 кг
-
Частота вращения обрабатываемой детали
20...280 мм
-
Максимальный угол поворота стола верхнего по часовой/против часовой стрелки
+-6
-
Наибольшее поперечное перемещение шлифовального круга (координата Х);
400 мм
-
Наибольшее продольное перемещение шлифовального круга (координата Z);
1800 мм
-
Максимальный шлифуемый диаметр
550 мм
-
Минимальный шлифуемый диаметр новым кругом
30 мм
-
Минимальный шлифуемый диаметр изношенным кругом 450 мм
150 мм
-
Габаритные размеры (длина х ширина х высота)
8000 х 4300 х 2500 мм
-
Масса
15000 кг
Станок имеет компоновку с перемещающимся вдоль оси детали подвижным столом (координата Z) на котором установлена обрабатываемая деталь и перемещающейся в поперечном направлении (координата X) шлифовальной бабкой. Бабка передняя с электрическим приводом, бабка задняя и механизм поворота крепятся на верхнем столе. Перемещение всех рабочих органов осуществляется посредством шариковинтовых пар.
Механизм ПАК крепится на правой стенке салазок на кронштейне.
Слева станины устанавливается система подачи и очистки СОЖ, сзади - гидростанция, сзади справа электрошкаф, а спереди пульт управления с системой ЧПУ.
Шлифование деталей производится за счет вращения обрабатываемой детали и перемещения шлифовальной бабки перпендикулярно к оси центров.
Обработка поверхностей и правка шлифовального круга производится в автоматическом режиме по управляющей программе, установка и снятие детали осуществляются вручную с помощью чалочного устройства покупателя.
Правка периферии шлифовального круга осуществляется алмазными карандашами механизма правки, установленного на бабке передней.
Базирование обрабатываемых деталей производится в центрах передней и задней бабки.
Шпиндель шлифовальной бабки выполнен на гидродинамических подшипниках, внутри шпинделя установлен балансировочный механизм. Привод вращения шлифовальной бабки осуществляется асинхронным электродвигателем через ременную передачу.
Рабочая зона шлифования ограждена защитой, передняя стенка защиты имеет подвижную открывающуюся дверь с оргстеклом.
При шлифовании используется СОЖ на водной основе, очистка СОЖ осуществляется посредством магнитного сепаратора и фильтра - транспортёра.
Окраска станка эмаль SF-48 0000/01 цвет бело-голубой, (белый низ, голубой верх, приставное оборудование белого цвета).
- станок в сборе (c шлифовальной бабкой, бабкой передней и задней);
- система подачи и очистки СОЖ;
- гидростанция;
- шкаф электроавтоматики;
- пульт управления с системой ЧПУ;
- комплект запасных частей и принадлежностей, быстроизнашиваемые дета-ли на 1 год эксплуатации;
- фланцы шлифовального круга в сборе - 1 комплект;
- абразивные круги 750 х 305 х 80мм - 3 шт.;
- приспособление для статической балансировки шлифовального круга с оправкой;
- ручной переносной пульт с электронным маховичком;
- ручной пистолет для обдува воздухом деталей;
- ручной пистолет для обмыва СОЖ обрабатываемых деталей.
Оснащение шлифовальной бабки устройством динамической балансировки шлифовального круга. Данная опция включает балансировочную головку фланцевого типа с бесконтактным передатчиком, датчиком вибрации и электронным прибором. Использование данного устройства позволяет производить автоматическую балансировку вращающегося шлифовального круга на станке с минимальным дисбалансом.
Оснащение вытяжным устройством. При оснащении станка кабинетным ограждением рабочей зоны, возможно применение устройства отсоса аэрозоли, образующейся в процессе шлифования. Данное устройство представляет собой сварное основание, на котором крепится сварной цилиндр с воронкой, двигатель с крыльчаткой, фильтроэлемент, крышки с патрубками и рукав. Вытяжное устройство может работать автономно как в ручном, так и автоматическом режиме и позволяет осуществлять удаление паров аэрозоли из зоны обработки.
Оснащение прибором активного контроля. Прибор активного контроля цилиндрических диаметров обработанных деталей включает в себя скобу с двумя измерительными головками с функцией ориентирования и измерительными контактами, а также электронное устройство с панелью управления. Электронное устройство крепится на пульте управления станка. Применение прибора активного контроля позволяет обеспечивать стабильное получение размера обрабатываемого диаметра в пределах 0,0025 мм.

