

- Главная
- Каталог
- СТАНКИ КРУГЛОШЛИФОВАЛЬНЫЕ, ТОРЦЕКРУГЛОШЛИФОВАЛЬНЫЕ
- ПОЛУАВТОМАТ КРУГЛОШЛИФОВАЛЬНЫЙ С ЧПУ ОШ-660Ф3 ИСПОЛНЕНИЕ 17(20)
ПОЛУАВТОМАТ КРУГЛОШЛИФОВАЛЬНЫЙ С ЧПУ ОШ-660Ф3 ИСПОЛНЕНИЕ 17(20)




Описание
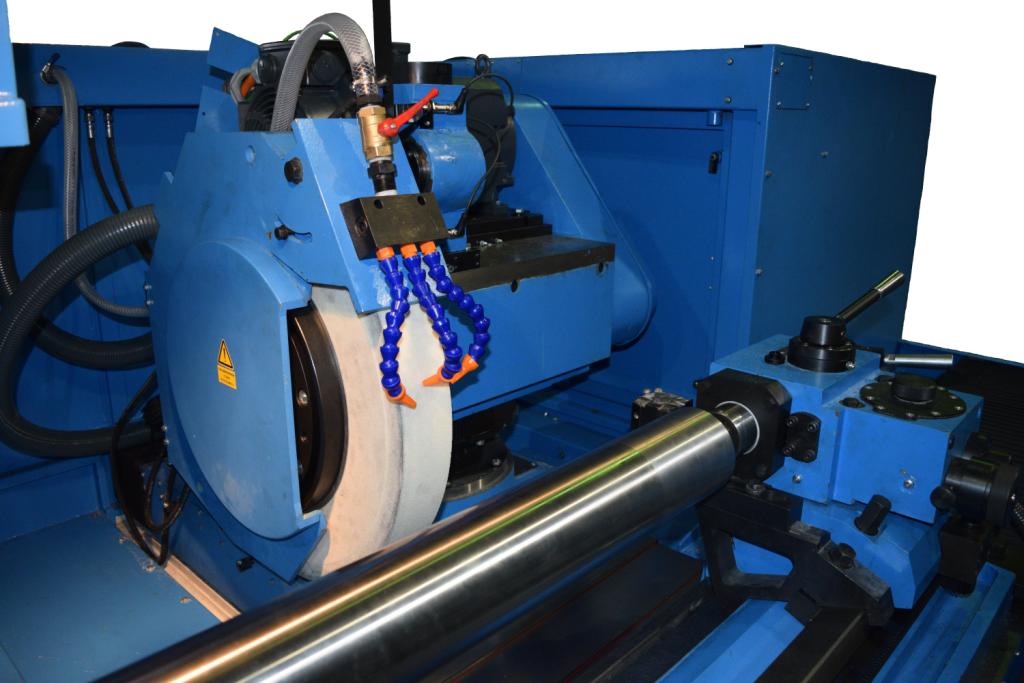
Полуавтомат круглошлифовальный с ЧПУ модели ОШ-660Ф3 исполнение 17(20) предназначен для наружного шлифования гладких и прерывистых цилиндрических и конических поверхностей в телах вращения (детали типа валы, оси, штоки, оправки и др.).
Область применения станка – предприятия серийного и крупносерийного производства.
Станок может оснащаться системой ЧПУ и инкрементальными датчиками (преобразователями линейного перемещения) по двум программируемым координатам (поперечное перемещение шлифовальной бабки – координата Х, продольное перемещение стола – координата Z).
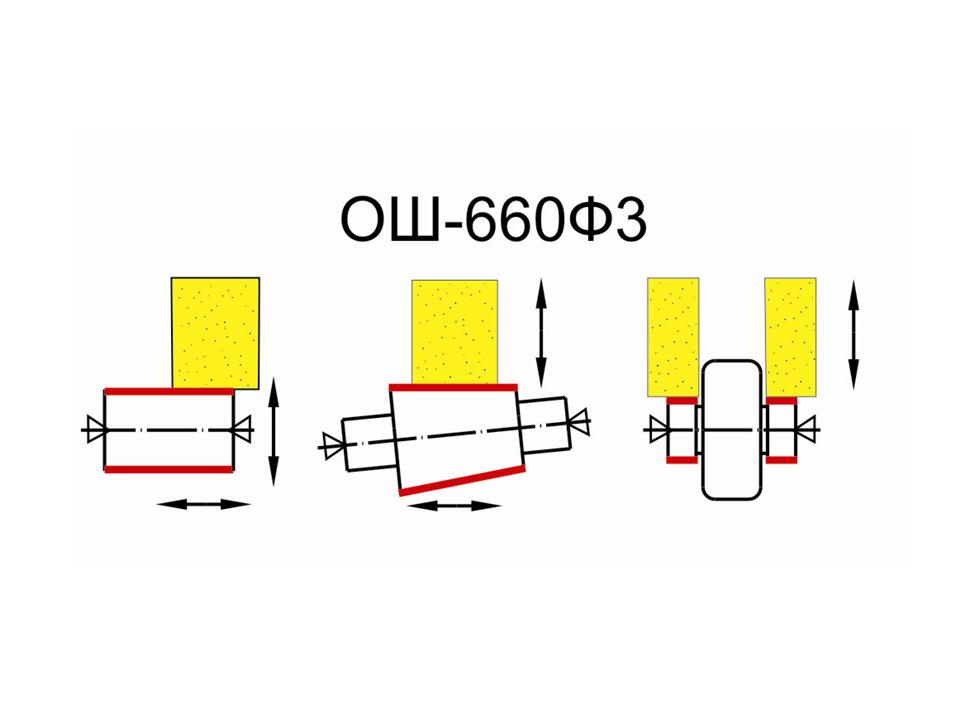
Кинематическая схема станка должна обеспечивать следующие движения:
- перемещение шлифовальной бабки (координата Х);
- продольное перемещение стола (координата Z);
- вращение шлифовального круга (ось Sp1);
- вращение обрабатываемой детали (ось Sp2);
- Технические характеристики
- Описание конструкции
- Комплект поставки
- Опции
- Видео
- Референс-лист
- Отзывы
-
Длина шлифования
2000 мм
-
Диаметр шлифовального круга
750 мм
-
Высота шлифовального круга
80...150 мм
-
Посадочный диаметр шлифовального круга
305 мм
-
Высота центров
285 мм
-
Мощность главного привода
20,0 (30,0) кВт
-
Управляемые ЧПУ линейные координаты
и круговые X,Z
-
Дискретность координат
X,Z,V,W 0,001мм
-
Габаритные размеры (длина х ширина х высота)
7230 х 4200 х 2480 мм
-
Масса
14000 кг
Станок имеет компоновку с перемещающимся столом, на котором установлена обрабатываемая деталь и перемещением шлифовальной бабки перпендикулярно к оси центров обрабатываемой детали. Бабка изделия и бабка задняя с гидравлическим приводом крепятся на верхней рабочей поверхности подвижного стола. Перемещения всех рабочих органов осуществляется по линейным направляющим качения посредством шарико-винтовых пар.
Верхний стол имеет возможность поворота на угол (+6º и -3º), что позволяет обрабатывать конические поверхности на детали. Верхний стол базируется на нижний, который в свою очередь перемещается по направляющим скольжения станины.
Механизм правки шлифовального круга устанавливается на бабке изделия.
Правка периферии шлифовального круга осуществляется с помощью правящего алмаза в оправе, за счёт перемещения шлифовальной бабки и стола по двум управляемым координатам.
Гидрооборудование выполнено отдельным агрегатом и установлено сзади от станка, а система охлаждения слева. С правой стороны станка расположен электрошкаф, а спереди пульт управления с системой ЧПУ. Базирование обрабатываемых деталей производится в центрах передней и задней бабки, осевая ориентация детали производится с помощью датчика касания. Шлифование детали производится за счёт вращения обрабатываемой детали и поперечного перемещения шлифовальной бабки.
Шлифовка поверхностей, правка шлифовального круга, определение положения обрабатываемой детали по отношению к шлифовальному кругу производятся в автоматическом режиме по управляющей программе, установка и снятие детали осуществляются вручную. На станке осуществляется автоматическая компенсация величины съёма профиля шлифовального круга при правке. Рабочая зона шлифования ограждена защитой кабинетного типа, передняя стенка защиты имеет подвижную открывающуюся дверь с оргстеклом.
При шлифовании используется СОЖ на водной основе, очистка СОЖ осуществляется посредством магнитного сепаратора и фильтра - транспортёра.
КОМПЛЕКТ ПОСТАВКИ.
- станок в сборе (c шлифовальной бабкой, бабкой передней и задней);
- система подачи и очистки СОЖ;
- гидростанция;
- шкаф электроавтоматики
- пульт управления с системой ЧПУ;
- комплект запасных частей и принадлежностей, быстро изнашиваемые детали на гарантийный период (12 месяцев) эксплуатации;
- фланцы шлифовального круга в сборе – 2 комплекта (1 к-т установлен на станке);
- оправка для статической балансировки абразивного круга в сборе с планшайбой;
- приспособление для статической балансировки шлифовального круга;
- абразивные круги 2 шт. (750 х 305 х 100) мм;
- комплект эксплуатационно-технической документации в 1экз.;
- универсальная программа обработки.
Оснащение шлифовальной бабки устройством динамической балансировки шлифовального круга. Данная опция включает балансировочную головку фланцевого типа с бесконтактным передатчиком, датчиком вибрации и электронным прибором. Использование данного устройства позволяет производить автоматическую балансировку вращающегося шлифовального круга на станке с минимальным дисбалансом.
Оснащение вытяжным устройством. При оснащении станка кабинетным ограждением рабочей зоны, возможно применение устройства отсоса аэрозоли, образующейся в процессе шлифования. Данное устройство представляет собой сварное основание, на котором крепится сварной цилиндр с воронкой, двигатель с крыльчаткой, фильтроэлемент, крышки с патрубками и рукав. Вытяжное устройство может работать автономно как в ручном, так и автоматическом режиме и позволяет осуществлять удаление паров аэрозоли из зоны обработки.
Оснащение прибором активного контроля. Прибор активного контроля цилиндрических диаметров обработанных деталей включает в себя скобу с двумя измерительными головками с функцией ориентирования и измерительными контактами, а также электронное устройство с панелью управления. Электронное устройство крепится на пульте управления станка. Применение прибора активного контроля позволяет обеспечивать стабильное получение размера обрабатываемого диаметра в пределах 0,0025 мм.


{kind=link}