

- Главная
- Каталог
- СТАНКИ КРУГЛОШЛИФОВАЛЬНЫЕ, ТОРЦЕКРУГЛОШЛИФОВАЛЬНЫЕ
- ПОЛУАВТОМАТ СПЕЦИАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ С ЧПУ ОШ-618Ф3
ПОЛУАВТОМАТ СПЕЦИАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ С ЧПУ ОШ-618Ф3




Описание
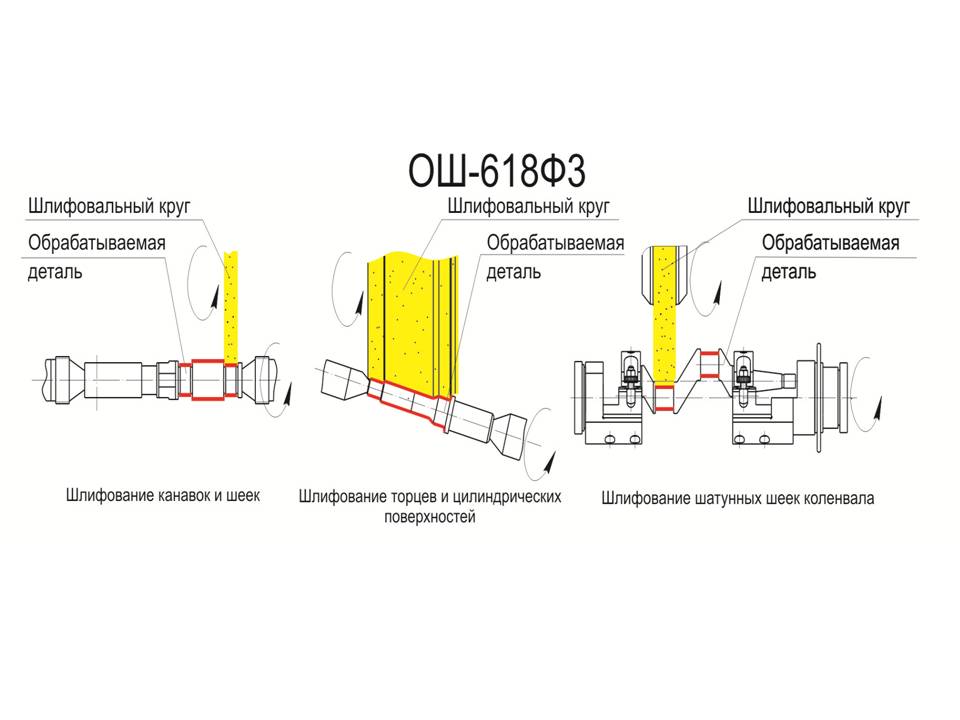
Полуавтомат специальный круглошлифовальный с ЧПУ модели ОШ-618Ф3 предназначен для шлифования наружных цилиндрических поверхностей, конусных поверхностей, канавок и галтелей в деталях из чугуна, стали и других сплавов.
Область применения станка – предприятия мелкосерийного и серийного производства.
Профилирование шлифовального круга производится вращающимся радиусным алмазным роликом, установленным на бабке изделия.
Станок может оснащаться системой ЧПУ и инкрементальными датчиками (преобразователями линейного перемещения) по двум программируемым координатам (поперечное перемещение суппорта – координата Z, вертикальное перемещение шлифовальной головки – координата Y).
Обработка деталей на cтанке производится методом врезного скоростного шлифования за счёт вертикального перемещения (подачи) шлифовального круга и кругового вращения детали c осцилляцией в продольном направлении.
ОСОБЕННОСТИ КОНСТРУКЦИИ
- Вращение шпинделя шлифовальной головки осуществляется асинхронным электродвигателем с частотным регулированием оборотов.
- На станке используется шлифовальная головка, в которой передняя опора шпинделя устанавливается на 4-х высокоточных радиально-упорных подшипниках качения, а задняя на 2-х.
- Правка шлифовального круга по периферии осуществляется алмазным роликом, установленным на шпинделе передней бабки. Вращение детали производится приводом фирмы “Siemens” с двигателем модели 1FK7.
- Передняя опора шпинделя шлифовальной головки и бабки передней защищена манжетным уплотнением типа СR фирмы “SKF.
- Перемещения рабочих органов осуществляется по стальным закалённым направляющим на опорах качения посредством передач винт-гайка качения. Шлифовальная головка в колонне перемещается по линейным направляющим
- Рациональная конструкция станины, суппорта, колонны и шлифовальной головки обеспечивают высокую жёсткость и виброустойчивость.
- Герметичная защита рабочей зоны обработки.
- Бак системы охлаждения с насосом производительностью 100л/мин и магнитным сепаратором.
- Автоматическая смазка всех направляющих от отдельной станции смазки.
- Управление станком осуществляется системой ЧПУ с пульта управления, расположенного спереди перед рабочей зоной на двери электрошкафа.
- Технические характеристики
- Описание конструкции
- Комплект поставки
- Опции
- Видео
- Референс-лист
- Отзывы
-
Длина обрабатываемой заготовки
250 мм
-
Диаметр обрабатываемой заготовки
300 мм
-
Наибольшие перемещения суппорта
280 мм
-
Диаметр шлифовального круга
450 мм
-
Высота шлифовального круга
8...63 мм
-
Посадочный диаметр шлифовального круга
127 мм
-
Частота вращения шлифовального шпинделя
1500...4000 об/мин
-
Дискретность вертикальных и поперечных подач
1 мкм
-
Скорость установочных перемещений шлифовальной головки
1000 мм/мин
-
Скорость установочных перемещений суппорта
4000 мм/мин
-
Скорость резания
35...50 м/с
-
Наибольшее перемещение шлифовальной головки
170 мм
-
Производительность насоса подачи СОЖ
100 л/мин
-
Частота вращения шпинделя
1500...4000 мм/мин
-
Ёмкость бака СОЖ
400 л
-
Мощность главного привода
3,0 (5,5) кВт
-
Допуск радиального биения обработанных поверхностей
0,002 мм
-
Шероховатость обработанных поверхностей
0,4 RA
-
Допуск круглости
0,002 мм
-
Габаритные размеры (длина х ширина х высота)
3840 x 2130 x 2140мм
-
Масса
4500кг
Основанием станка является станина на которой установлены: суппорт, колонна и механизм поперечной подачи.
На суппорте устанавливаются следующие механизмы: бабка передняя с механизмом контурной правки алмазным роликом и бабка задняя. Перемещения всех рабочих органов осуществляется по стальным закалённым направляющим качения. Вертикальное перемещение шлифовальной головки осуществляется по направляющим колонны механизмом вертикальной подачи через редуктор.
Перемещения шлифовальной головки и суппорта осуществляется посредством шариковинтовых пар. Гидрооборудование выполнено отдельным агрегатом и установлено справа от cтанка, а система охлаждения сзади.
С правой стороны спереди станка расположен электрошкаф с системой ЧПУ.
Базирование обрабатываемой детали производится по центровым отверстиям детали в центрах передней и задней бабки.
Поводок передней бабки вращается вместе со шпинделем, центр задней бабки неподвижный. Вращение детали производится передней бабкой посредством электропривода.
Шлифование детали производится вертикальным ходом шлифовальной головки с синхронным перемещением суппорта (обрабатываемой детали) в поперечном направлении и поворотом самой детали. Шлифовальная головка представляет собой корпусную деталь, в которой установлена гильза в сборе со шпинделем на подшипниках качения.
Шлифовка поверхностей и правка шлифовального круга производится в автоматическом режиме по управляющей программе. Деталь ориентируется предварительно по торцу и с помощью щупа определяется её положение на станке.
ОСНАЩЕНИЕ СТАНКА В БАЗОВОМ ИСПОЛНЕНИИ:
- станок в сборе;
- система подачи и очистки СОЖ;
- гидростанция;
- шкаф электроавтоматики с пультом управления и системой ЧПУ;
- комплект запасных частей, инструмента и принадлежностей
(в том числе абразивный и алмазный инструмент);
- комплект эксплуатационно-технической документации.
- управляющая программа обработки деталей.
Пистолет для обдува воздухом. Данная опция включает в себя специальный пистолет с поливиниловой трубкой, через которую подводится под давлением из внешней сети воздух. Подача воздуха осуществляется на колодку, установленную на станине станка и далее на пистолет, который расположен на передней поверхности станины в зоне расположения оператора. Путём нажатия на рычаг пистолета, оператор может производить обдув сжатым воздухом снятых со стола или электромагнитной плиты обработанных деталей.
Система подачи и очистки СОЖ с магнитным сепаратором и фильтром-транспортёром. Данная опция включает в себя бак с помпой для подачи СОЖ в зону обработки и фильтром-транспортёром с рулонным фильтровальным полотном, а также магнитным сепаратором, который установлен на раме фильтра-транспортёра. Фильтрация СОЖ происходит сначала через магнитный сепаратор, затем через фильтр-транспортёр. Пропуская способ-ность магнитного сепаратора 100 л/мин, фильтра-транспортёра -200 л/мин.
Оснащение автоматическим загрузочным устройством. Обрабатываемая деталь устанавливается в призму загрузочного устройства. Цилиндр загрузочного устройства перемещает деталь в зону обработки, после чего деталь устанавливается в центра с гидравлическим поджимом центром задней бабки.
Оснащение прибором активного контроля и балансировщиком. Данная опция включает балансировочную головку фланцевого типа с бесконтактнвым передатчиком, датчиком вибрации и электронным прибором. Использование данного устройства позволяет производить автоматическую балансировку вращающегося шлифовального круга на станке с минимальным дисбалансом, а также прибор активного контроля цилиндрических диаметров обработанных деталей.
Оснащение станка высокооборотным электрошпинделем или фортуной. Станок оснащается шлифовальной головкой с горизонтальным шпинделем. В качестве шпинделя может использоваться электрошпиндель с повышенным числом оборотов (42000 об/мин) или фортуна.
Оснащение станка поворотной делительной бабкой с управляемой координатой (С). Бабка передняя состоит из корпуса, в котором на высокоточных подшипниках установлен шпиндель. К корпусу прикреплен стакан, на котором установлен редуктор. Вращение от электродвигателя на шпиндель передается через редуктор и муфту. Точность поворота контролируется инкрементальным поворотным датчиком


{kind=link}