

- Главная
- Каталог
- СТАНКИ КРУГЛОШЛИФОВАЛЬНЫЕ
- СТАНОК УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ ОСОБО ВЫСОКОЙ ТОЧНОСТИ С ЧПУ С ПОВОРОТНОЙ ШЛИФОВАЛЬНОЙ БАБКОЙ И ПОДВИЖНЫМ ПРЯМОУГОЛЬНЫМ СТОЛОМ МОДЕЛИ ОШ-660.3.АФ3.
СТАНОК УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ ОСОБО ВЫСОКОЙ ТОЧНОСТИ С ЧПУ С ПОВОРОТНОЙ ШЛИФОВАЛЬНОЙ БАБКОЙ И ПОДВИЖНЫМ ПРЯМОУГОЛЬНЫМ СТОЛОМ МОДЕЛИ ОШ-660.3.АФ3.



Описание
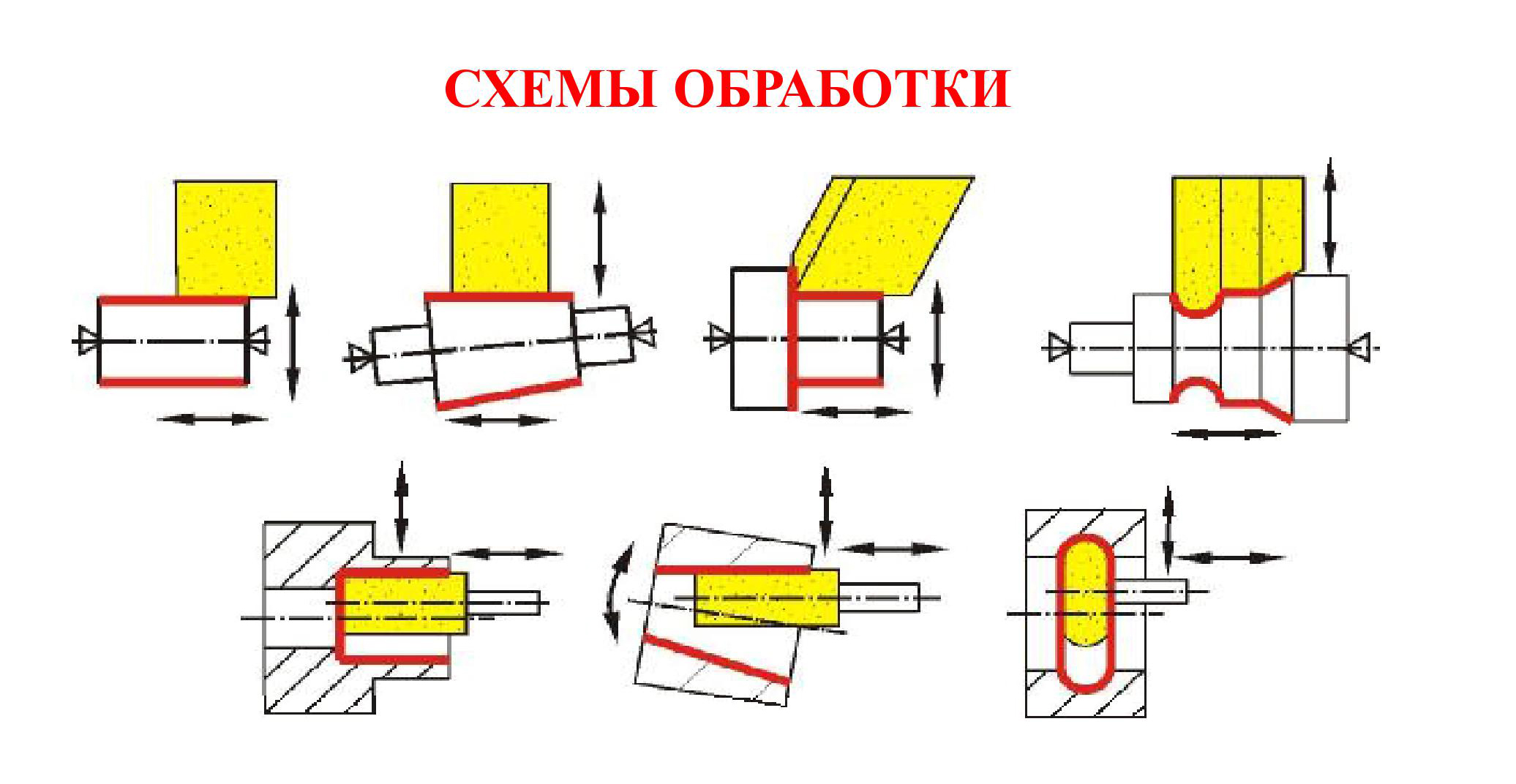
Станок универсальный круглошлифовальный особо высокой точности с ЧПУ модели ОШ660.3.АФ3 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей с подшлифовкой торцев тел вращения изинструментальных сталей со ступенчатым и криволинейным профилем.
ОСОБЕННОСТИ КОНСТРУКЦИИ
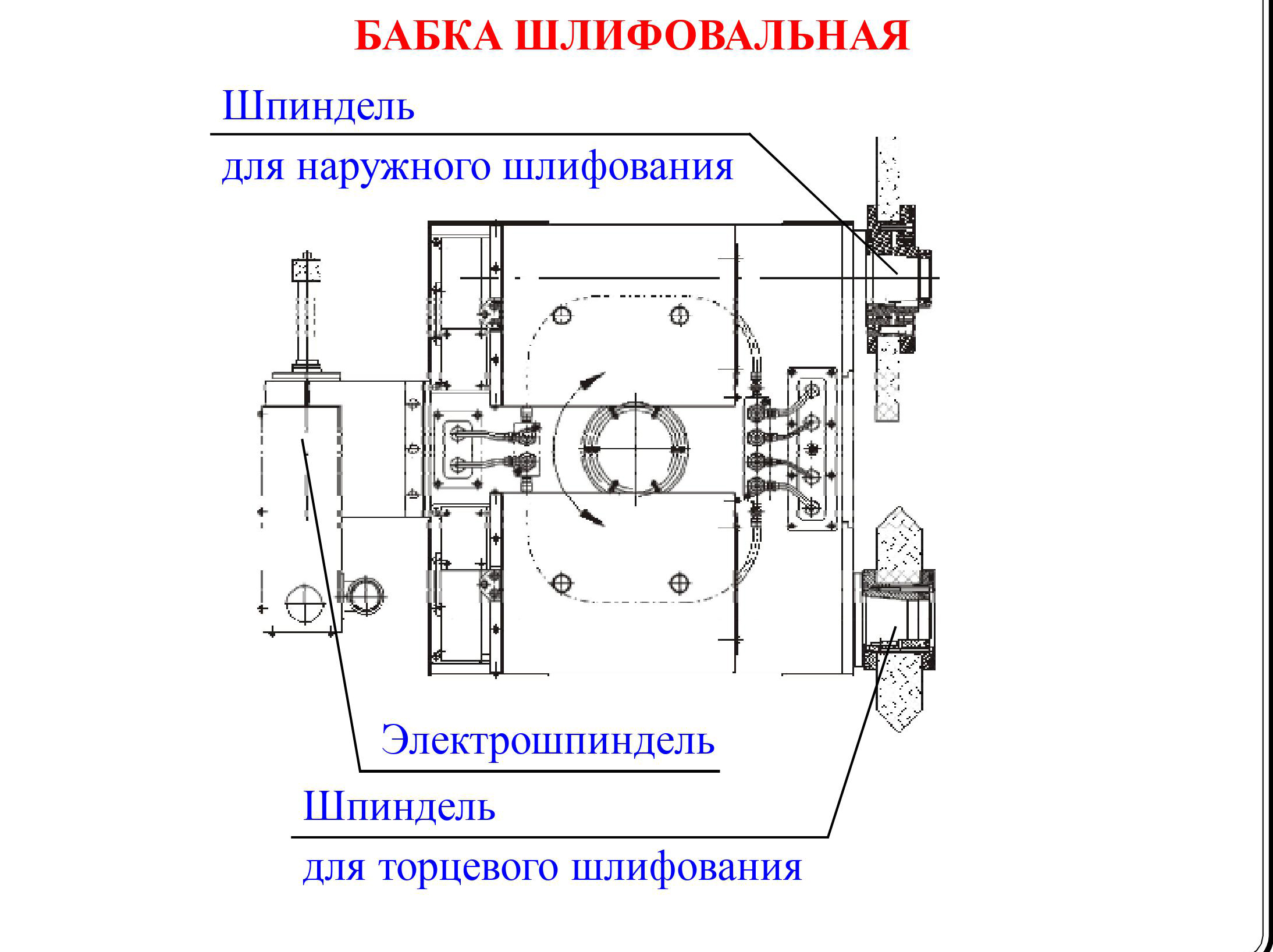
- Шлифовальная бабка имеет три шпинделя: два шпинделя для наружного шлифования и шлифовки торцов и один для внутреннего шлифования. Для операций внутреннего шлифования используется высокооборотный электро-шпиндель на 63 000 об/мин.
- Поворот шлифовальной бабки в горизонтальной плоскости и продольное перемещение стола осуществляется линейными приводами.
- Параметры обработки: длина шлифования – до 1000 мм, диаметр наружный максимальный – 340 мм, при внутреннем шлифовании длина обработки 200 мм, диаметр максимальный – 250 мм.
- Обработка деталей на станке осуществляется в автоматическом режиме с управлением от системы ЧПУ .
- Для обеспечения точного получения размера обрабатываемого диаметра детали, станок оснащён прибором активного контроля.
- Оснащен двумя балансировщиками шлифовальных кругов для наружнего шлифования и двумя механизмами ориентации деталей с датчиками касания.
- Технические характеристики
- Описание конструкции
- Комплект поставки
- Опции
- Видео
- Референс-лист
- Отзывы
-
Длина устанавливаемой заготовки min/max
30/1000 мм
-
Наружный диаметр устанавливаемой заготовки min/max
4/350 мм
-
Диаметр для наружного шлифования обрабатываемых поверхностей
4...340мм
-
Длина для наружного шлифования обрабатываемых поверхностей
50...950 мм
-
Диаметр для внутреннего шлифования обрабатываемых поверхностей
8...250мм
-
Длина для внутреннего шлифования обрабатываемых поверхностей
10...200мм
-
Мощность главного привода
7,5 кВт
-
Частота вращения обрабатываемой детали
30...1000 об/мин
-
Наружный диаметр устанавливаемых шлифовальных кругов (наружное шлифование), шлифовка торца/наружное шлифование
500/400мм
-
Внутренний диаметр устанавливаемых шлифовальных кругов (наружное шлифование), шлифовка торца/наружное шлифование
203/127мм
-
Высота устанавливаемых шлифовальных кругов (наружное шлифование), шлифовка торца/наружное шлифование
63/63мм
-
Частота вращения круглошлифовального шпинделя шлифовальной бабки
1400...4000 об/мин
-
Скорость установочного перемещения поперечное шлифовальной бабки
10м/мин
-
Скорость установочного перемещения продольное стола
10м/мин
-
Наибольшее перемещение поперечное
520мм
-
Наибольшее перемещение продольное
1930мм
-
Частота вращения внутришлифовального шпинделя
10000...63000об/мин
-
Угол поворота шлифовальной бабки
-90...+180град
-
Угол поворота бабки изделия
-30...+90град
-
Центра бабки изделия и задней бабки
КМ4
-
Дискретность перемещения по координате Х и Z (разрешающая способность)
0,1мкм
-
Диапазон наружных диаметров, контролируемых прибором активного контроля
6...200мм
-
Габаритные размеры (длина х ширина х высота)
6510 х 3620 х 2800 мм
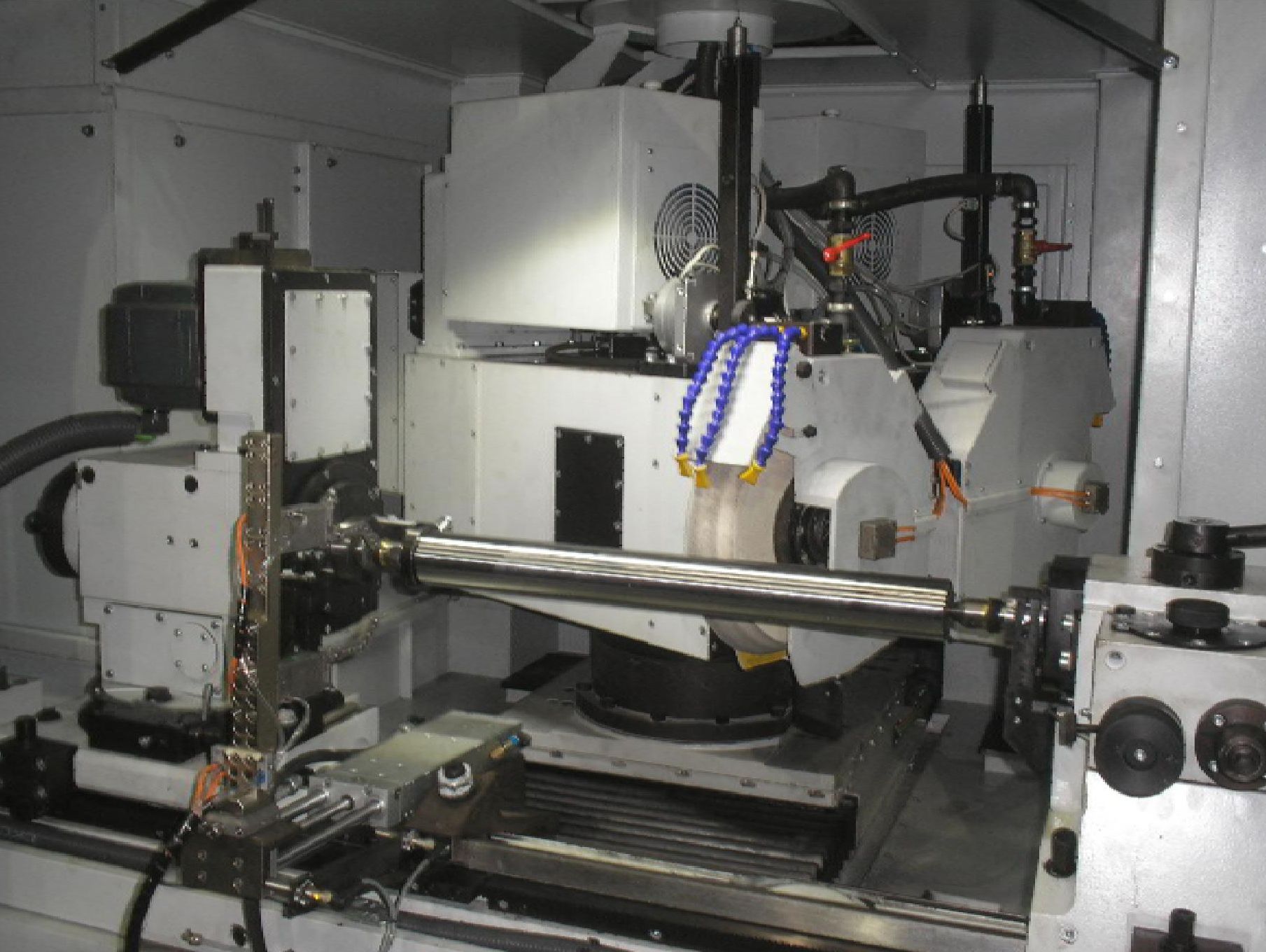
Станок имеет компоновку круглошлифовального станка с подвижным столом, перемещающимся в продольном направлении и перемещающейся в поперечном направлени и шлифовальной бабкой. Бабка изделия, бабка задняя, люнет и скоба прибора активного контроля крепятся на верхней рабочей поверхности верхнего стола, имеющего возможность поворота на угол 3° по часовой стрелке и 10° против часовой стрелки и базирующегося на нижний стол, который в свою очередь перемещается по направляющим качения станины.
Перемещение шлифовальной бабки осуществляется по линейным направляющим качения посредством шарико-винтовой передачи. Шлифовальная бабка имеет три шпинделя: два - для наружного шлифования и шлифовки торцов, и один для внутреннего шлифования. Правка периферии и торца шлифовальных кругов для наружного шлифования, шлифовки торцов и внутреннего шлифования осуществляется с помощью алмазов в оправе механизмов правки и алмазного радиусного ролика, установленных на столе за счёт продольного перемещения стола и поперечного перемещения шлифовальных кругов (интерполяция по координатам). Поворот шлифовальной бабки в горизонтальной плоскости и продольное перемещение стола осуществляется линейными приводами.
Обработка деталей на станке осуществляется в автоматическом режиме с управлением от системы ЧПУ.
Для обеспечения точного размера обрабатываемого диаметра детали, станок оснащён прибором активного контроля. Технологическая возможность станка позволяет обрабатывать криволинейные поверхности и автоматически с помощью специального приложения формировать управляющую программу на ПК с чертежей в формате dxf


{kind=link}