

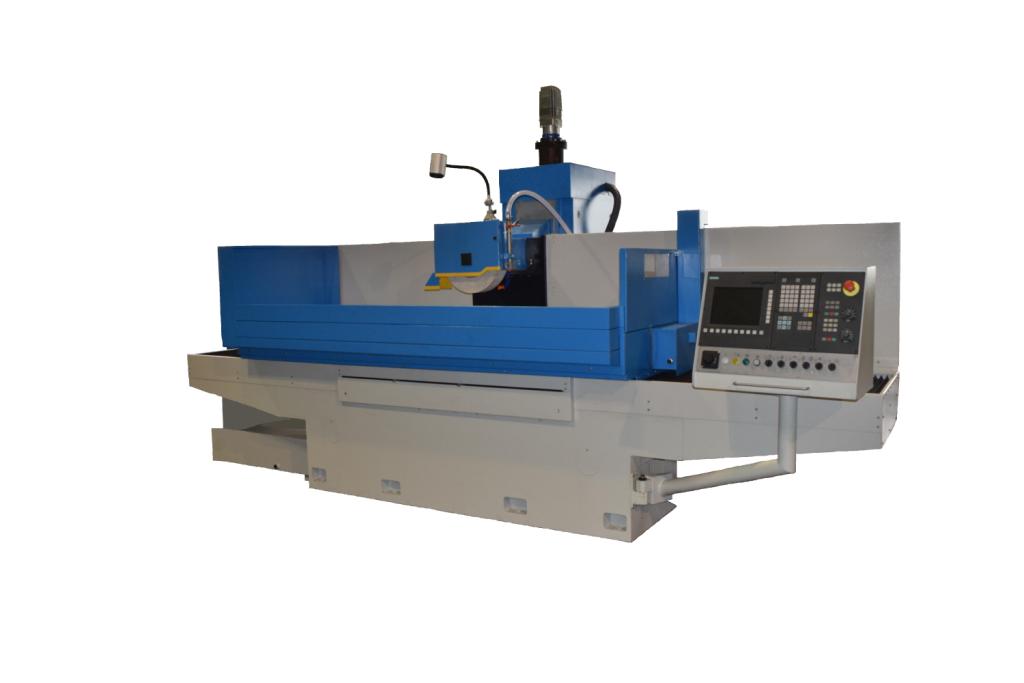
СТАНОК ПЛОСКО-ПРОФИЛЕШЛИФОВАЛЬНЫЙ С ЧПУ ОРША-60120





Описание
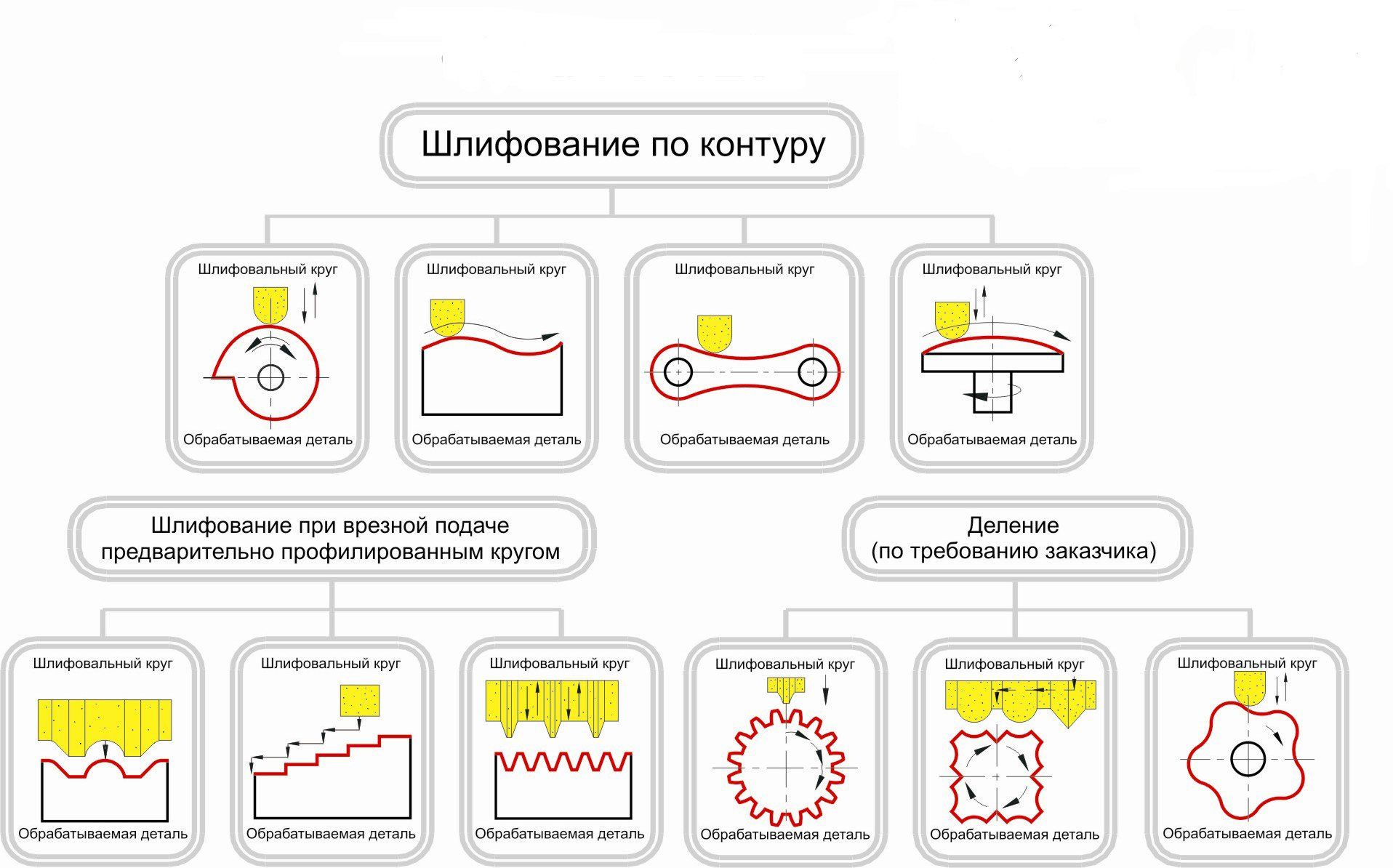
Станок предназначен для высокоточной обработки методом шлифования плоских и профильных поверхностей в условиях единичного, мелкосерийного и серийного производств во всех отраслях промышленности, связанных с металлообработкой.
На станке применено приспособление для правки шлифовального круга с возможностью профилирования шлифовального круга по заданному профилю, что позволяет обрабатывать профильные поверхности. Профилирование шлифовального круга осуществляется с помощью вращающихся алмазных роликов, установленных на столе путём взаимного перемещения шлифовальной головки и колонны по координатам Y и Z.
Кинематическая схема станка обеспечивает следующие движения:
- вращение шлифовального круга;
- вертикальное перемещение шлифовальной головки (ось Y);
- поперечное перемещение колонны (ось Z);
- продольное перемещение стола (ось Х) ;
- механизма правки, устанавливаемого на столе станка, из исходного положения в рабочее, а затем вновь в исходное положение.
-вращение алмазных роликов механизма правки.
СТАНОК В НАЛИЧИИ
ОСОБЕННОСТИ КОНСТРУКЦИИ
- Комплектующие изделия ведущих мировых проиводителей
- Жесткая конструкция станины колонны, стола, которые изготовлены из чугунных отливок
- В опорах шлифовального шпинделя применяются сверхточные подшипники фирмы IBC (в передней опоре 4-е, в задней опоре 2-а)
- Механизм правки шлифовального круга с вращающимися алмазными роликами, который устанавливается на столе станка справа
- Автоматическая смазка всех направляющих перемещений от отдельной станции смазки
- Станок комплектуется системой охлаждения. Емкость бака 250 л, насос производительностью 100 л/мин. Имеется магнитный сепаратор и бумажный фильтр транспортёр для очистки СОЖ
- Обратная связь контроля перемещений по осям Y , Z осуществляется с помощью фотоимпульсных преобразователей
- Имеется электронный махавичок для перемещения по координатам Y и Z с дискретностью 1 мкм
- Станок оснащен системой числового программного управления ЧПУ Sinumeric 828D фирмы «Siemens» с сервоприводами по координатам Y и Z , обеспечивающих круговую и линейную интерполяцию
- Перемещение всех органов осуществляется автоматически (по оси Х - от гидроцилиндра, по направляющим скольжения с долговечным полимерным покрытием; по осям Y и Z посредством шариковинтовой пары качения, закаленным роликовым линейным направляющим)
- Станки плоско-профилешлифовальные могут иметь различные исполнения по количеству управляемых координат
- Технические характеристики
- Описание конструкции
- Комплект поставки
- Опции
- Видео
- Референс-лист
- Отзывы
-
Класс точности станка по ГОСТ 8-82
В
-
Ширина зеркала стола
600 мм
-
Длина зеркала стола
1200 мм
-
Размер образца изделия
710 х 300 х 200 мм
-
Плоскостность
6 мкм
-
Параллельность
8 мкм
-
Шероховатость поверхности обработанной периферией круга, Ra
0,32 Ra
-
Наибольшая масса устанавливаемой заготовки (вместе с приспособлением и электромагнитной плитой)
1200 кг
-
Наибольшее расстояние от зеркала стола до оси шпинделя
640 (790) мм
-
Диаметр шлифовального круга
400 мм
-
Высота шлифовального круга
40...100 мм
-
Посадочный диаметр шлифовального круга
127 мм
-
Мощность главного привода
11,0 кВт
-
Частота вращения шлифовального шпинделя
1450 об/мин
-
Наибольшая длина обрабатываемых поверхностей
1200 мм
-
Наибольшая ширина обрабатываемых поверхностей с выходом шлифовального круга (при высоте круга 40 мм)
630 мм
-
Наибольшая ширина обрабатываемых поверхностей без выхода шлифовального круга
700 мм
-
Наибольшая высота обрабатываемых поверхностей
440 (590) мм
-
Пределы продольного перемещения стола (ось Х)
2...28 мм/мин
-
Пределы вертикального перемещения головки (ось Z)
0,001...0,3 мм/ход
-
Пределы поперечного перемещения (ось Y)
0,3...20 мм/ход
-
Управляемое количество координат
3
-
Дискретность вертикальных и поперечных подач
1 мкм
-
Габаритные размеры (длина х ширина х высота)
4800 х 3850 х 2800(2950) мм
-
Масса
9000 (9200) кг
Суппорт станка обеспечивает продольное и поперечное перемещение стола.
Колонна обеспечивает вертикальное перемещение шлифовальной головки.
Все рабочие перемещения на станке автоматизированы.
Продольное перемещение стола осуществляется посредством гидроцилиндра.
Автоматическое и ускоренное перемещение суппорта осуществляется через ременную передачу от асинхронного электродвигателя.
Автоматическая вертикальная подача осуществляется от гидромотора через редуктор, а ускоренное перемещение от асинхронного электродвигателя через ременную передачу и редуктор.
Ручное перемещение крестового суппорта, шлифовальной головки и стола выполняется посредством маховиков.
Вращение шпинделя осуществляется асинхронным электродвигателем.
Гидростанция станка выполнена отдельным агрегатом и установлена справа от станка.
Пульт управления станком расположен на кронштейне, который крепится к станине. С левой стороны станка установлен агрегат системы охлаждения.
КОЛОННА
Колонна смонтирована на задней стенке станины и служит для осуществления вертикальных перемещений шлифовальной головки, которая установлена и жёстко закреплена на её верхней плоскости.
Направляющие поверхности образованы самой колонной и планками, привернутыми к станине. Предварительный натяг в системе вертикальных направляющих достигается:
- в плоскости параллельной оси шлифовального шпинделя - при помощи подогнанных жёстких втулок и усилия тарельчатых пружин;
- в плоскости перпендикулярной оси шлифовального шпинделя – за счёт использования направляющих V-образной формы.
К нижней плоскости колонны закреплен червячный редуктор вертикальных перемещений.
НАПРАВЛЯЮЩАЯ ЛЕВАЯ ПОПЕРЕЧНАЯ
Левая роликовая поперечная направляющая качения представляет собой в сечении П-образную форму, воспринимает вертикальные и боковые нагрузки. Для обеспечения высокой жёсткости и точности поперечного перемещения суппорта П-образная направляющая собрана с предварительным натягом, который создается клином посредством винта, затем клин фиксируется винтами.
СУППОРТ КРЕСТОВЫЙ
Крестовый суппорт обеспечивает поперечное и продольное перемещение стола. На верхней плоскости суппорта расположены продольные направляющие качения (V-образная и плоская), по которым перемещается стол. Между продольными направляющими жёстко закреплён гидроцилиндр привода стола. К нижней поверхности суппорта закреплён кронштейн, который соединён с гайкой шарико-винтовой пары механизма поперечной подачи. На передней стенке суппорта, под защитным щитком, установлена направляющая планка по которой перемещаются кулачки реверса стола. На кулачках установлены лепестки, взаимодействующие с бесконтактными выключателями, расположенными на столе. Положение кулачков регулируется в зависимости от длины обрабатываемой детали. Спереди, слева на суппорте закреплён механизм ручного перемещения стола.
СТОЛ
Стол имеет рабочую поверхность с тремя Т-образными пазами для установки и крепления обрабатываемых деталей, электромагнитной плиты или установочного приспособления. На нижней плоскости стола расположены продольные направляющие качения V-образная и плоская, а также зубчатая рейка которая обеспечивает ручное перемещение стола от шестерни механизма ручных перемещений. По краям нижней поверхности стола закреплены кронштейны, к которым присоединены штоки гидроцилиндра. На верхней плоскости стола установлено ограждение рабочей зоны.
Сбор охлаждающей жидкости происходит в ванне стола, а слив - через проем в задней стенке стола в сборник и далее в бак охлаждения.
МЕХАНИЗМ ПОПЕРЕЧНОЙ ПОДАЧИ
Механизм поперечной подачи обеспечивает:
- ручное перемещение крестового суппорта;
- автоматическую подачу;
- ускоренные перемещения;
- отключение маховика посредством электромагнитной муфты при автоматических перемещениях суппорта.
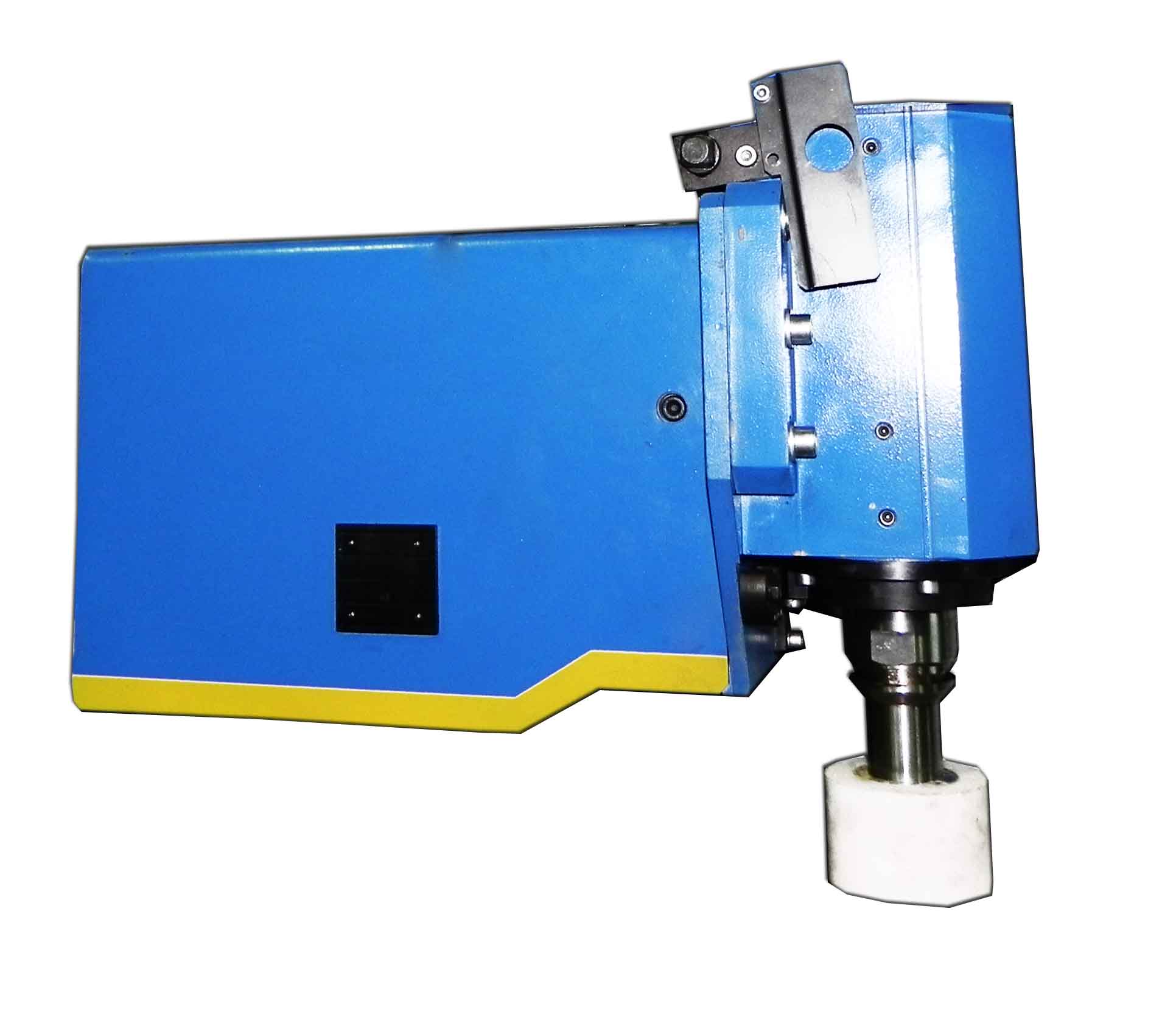
ГОЛОВКА ШЛИФОВАЛЬНАЯ
Головка шлифовальная состоит из корпуса и шпинделя. Шпиндель установлен на высокоточных радиально-упорных подшипниках качения, собранных с предварительным натягом.
К нижней поверхности корпуса шлифовальной головки жёстко прикреплен опорный конец винта шарико-винтовой пары качения вертикальных перемещений.
С целью обеспечения защиты подшипников передней опоры во фланце сделаны специальные каналы и лабиринты.
МЕХАНИЗМ ВЕРТИКАЛЬНОЙ ПОДАЧИ
Механизм вертикальной подачи обеспечивает:
- автоматическую вертикальную подачу;
- ручное грубое или тонкое перемещение шлифовальной головки;
- отключение маховика посредством электромагнитной муфты при ускоренных перемещениях шлифовальной головки.
ОХЛАЖДЕНИЕ
Охлаждение состоит из сварного бака, на котором установлены электронасос для подачи охлаждающей жидкости и магнитный сепаратор для очистки СОЖ от металлического шлама. Шлам собирается в отдельный бак.
Слив эмульсии со стола происходит через сборник, закрепленный на суппорте в лоток, установленный в магнитный сепаратор.
ГИДРОЦИЛИНДР
Гидроцилиндр установлен на верхней поверхности суппорта и осуществляет возвратно-поступательное движение стола. Штоки гидроцилиндра крепятся гайками к кронштейнам стола. Уплотняются штоки резиновыми манжетами. В крайних положениях хода поршня предусмотрено торможение стола при помощи специальных конусов.
СТАНЦИЯ ГИДРОПРИВОДА
Станция гидропривода предназначена для обеспечения возвратно-поступательного перемещения стола с регулируемой скоростью, вывода стола в зону загрузки, привода механизма вертикальной подачи и осуществления централизованной автоматической смазки направляющих.
Станция работает на чистых минеральных маслах кинемати¬ческой вязкостью от 30 до 35 мм2/с (р/Ст), при температуре 40°С, предназначенных для гидравлических систем с антиокислительными и противоизносными присадками.
Рекомендуемые марки масел: ИГЛ-18 ТУ 38.101413-78,
ИГП-30 ТУ 38.10141З-78.
СИСТЕМА СМАЗКИ
Система смазки предназначена для централизованной смазки всех направляющих от гидросистемы. Она автоматически включается в работу при включении гидропривода станка.
В систему смазки масло поступает от станции гидропривода через фильтр с точностью фильтрации 25 мкм. Дренаж смазки сливается в отстойник, предназначенный для очистки масла перед сливом в гидростанцию. Отстойник снабжен магнитным сепаратором.
В комплект поставки станка входит:
- система охлаждения с магнитным сепаратором;
- гидростанция привода стола;
- гидростанция смазки;
- шкаф электроавтоматики;
- пульт управления;
- механизм правки шлифовального круга алмазными роликами;
- комплект ЗИП, быстроизнашивающихся деталей и инструмента;
- приспособление для статической балансировки шлиф. круга с оправкой;
- комплект сопроводительной документации;
- установочные опоры для установки станка на фундамент;
- электронный маховичок для перемещения по координатам;
- электромагнитная плита: 600х1200 мм. (ОРША-60120) – 1шт.
600х800 мм. (ОРША-60150) – 2шт.
600х1000 мм. (ОРША-60200) – 2шт.
600х1200 мм. (ОРША-60240) – 2шт.
600х1000 мм. (ОРША-60200) – 3шт.
- Кабинетное ограждение рабочей зоны обработки. Ограждение станка представляет собой сварной каркас, установленный на станине и предназначено для предохранения от разбрызгивания СОЖ во время работы. Ограждение кабинетного типа представляет собой каркас с закрытым верхом и подвижной раздвижной дверью
- Установка шариковинтовой пары с соответствующим сервоприводом на привод стола (ось X), вместо гидроцилиндра
- Оснащение станка механизмом правки шлифовального круга по периферии алмазом в оправе, который монтируется на шлифовальной головке, вместо профильного механизма правки на столе
- Оснащение шлифовальной головки устройством динамической балансировки шлифовального круга. Данная опция включает балансировочную головку фланцевого типа с бесконтактным передатчиком, датчиком вибрации и электронным прибором. Использование данного устройства позволяет производить автоматическую балансировку вращающегося шлифовального круга на станке с минимальным дисбалансом
- Оснащение устройством контроля положения детали. Данная опция включает в себя механизм, состоящий из кронштейна, на котором закреплена ось с рычагом. В рычаге закреплен датчик касания со щупом. Рычаг поворачивается на оси с помощью линейного пневмоцилиндра. С помощью датчика касания производится касание обрабатываемой детали и определяются её линейные координаты, которые далее используются в управляющей программе обработки
- Шарико-винтовая передача (винт-гайка качения) на продольное перемещение стола. Данная опция включает в себя передачу винт-гайка качения, установленную между верхними направляющими станины. Передача служит для перемещения стола. Вращение ходового винта осуществляется шкивами ременной зубчатой передачи от электродвигателя, установленного на плите с правой стороны станины
- Система подачи и очистки СОЖ с магнитным сепаратором и фильтром-транспортёром. Данная опция включает в себя бак с помпой для подачи СОЖ в зону обработки и фильтром-транспортёром с рулонным фильтровальным полотном, а также магнитным сепаратором, который установлен на раме фильтра-транспортёра. Фильтрация СОЖ происходит сначала через магнитный сепаратор, затем через фильтр-транспортёр. Пропуская способность магнитного сепаратора 50 л/мин, фильтра-транспортёра -100 л/мин.
- Возможно изготовление станка на командоконтроллере и ручное управление

СТАНОК ПЛОСКО-ПРОФИЛЕШЛИФОВАЛЬНЫЙ С ЧПУ ОШ-60120


{kind=link}