
- Главная
- Каталог
- СТАНКИ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
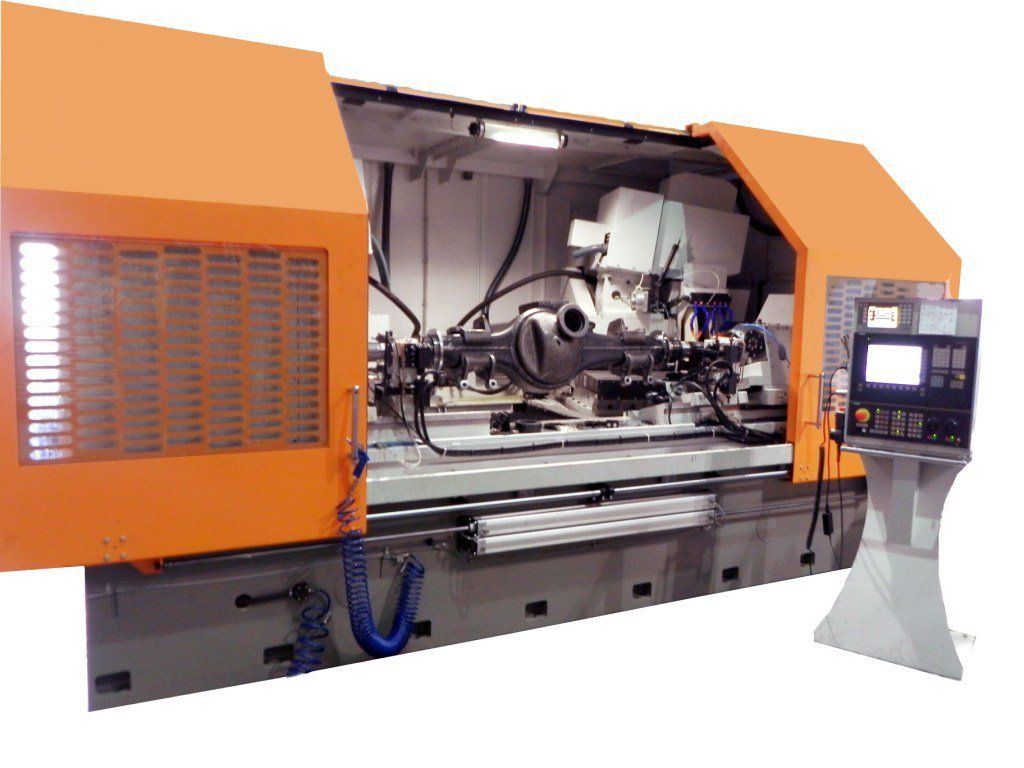
- ПОЛУАВТОМАТ СПЕЦИАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ С ЧПУ ОШ-655Ф3
ПОЛУАВТОМАТ СПЕЦИАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ С ЧПУ ОШ-655Ф3
Описание
Полуавтомат предназначен для чистового шлифования наружных цилиндрических поверхностей и торцев деталей: картер среднего и заднего моста автомобиля КАМАЗ.
Кинематическая схема станка должна обеспечивать следующие движения:
- вращение шлифовального круга (с бесступенчатым регулированием) правого Sp1 и левого Sp2;
- автоматическое поперечное перемещение шлифовальных бабок: правой Х1, левой Х2;
- автоматическое продольное перемещение салазок шлифовальных бабок: правой Z1, левой Z2;
- автоматическое перемещение пиноли задней бабки;
- вращение шпинделя передней бабки Sp3;
- вращение алмазного ролика левого и правого механизмов правки;
- автоматическое поперечное перемещение алмазного ролика механизма правки правой шлифов. бабки W1, левой шлифовальной бабки W2;
- автоматическое вертикальное перемещение алмазного ролика механизма правки правой шлифовальной бабки V1, левой шлифовальной бабки V2;
ОСОБЕННОСТИ КОНСТРУКЦИИ
- Весь цикл обработки детали осуществляется автоматически, за исключением установки и снятия детали.
- Подача СОЖ в требуемом количестве в зону резания.
- Чистка СОЖ от шлама и продуктов отработки.
- Шпиндели шлифовальной бабки установлены на высокоточных подшипниках качения. Привод шлифовального круга регулируемый
- После зажима обрабатываемого изделия осуществляется автоматическая фиксация заднего центра.
- Кабинетная защита рабочей зоны обработки.
- Перемещение рабочих органов осуществляется по линейным направляю-щим на опорах качения посредством передач винт-гайка качения.
- Управление станком осуществляется системой ЧПУ с пульта управления, расположенным спереди перед рабочей зоной.
- Применение бесконтактных датчиков и конечных выключателей фирмы Balluff, холодильного агрегата для электрошкафа.
- Применение устройства динамической балансировки шлифовального круга с функцией GAP и активный контроль фирмы для каждой шлифовальной бабки.
- Применение датчиков касания фирмы.
- Технические характеристики
- Описание конструкции
- Комплект поставки
- Опции
- Видео
- Референс-лист
- Отзывы
-
Длина обрабатываемой заготовки
2400 мм
-
Диаметр обрабатываемой заготовки
500 мм
-
Мощность главного привода
22 квт
-
Диаметр наружного конуса шпинделя шлифовального круга
125 мм
-
Размер внутреннего конуса в шпинделе передней бабки
конус Морзе 6
-
Размер внутреннего конуса в шпинделе задней бабки
конус Морзе 6
-
Допуск радиального биения обработанных поверхностей
0,01 мм
-
Допуск торцевого биения обработанных поверхностей
0,01 мм
-
Шероховатость обработанных поверхностей
0,63...1,25 RA
-
Габаритные размеры (длина х ширина х высота)
4800 х 4450 х 3300 мм
-
Масса
20000 кг
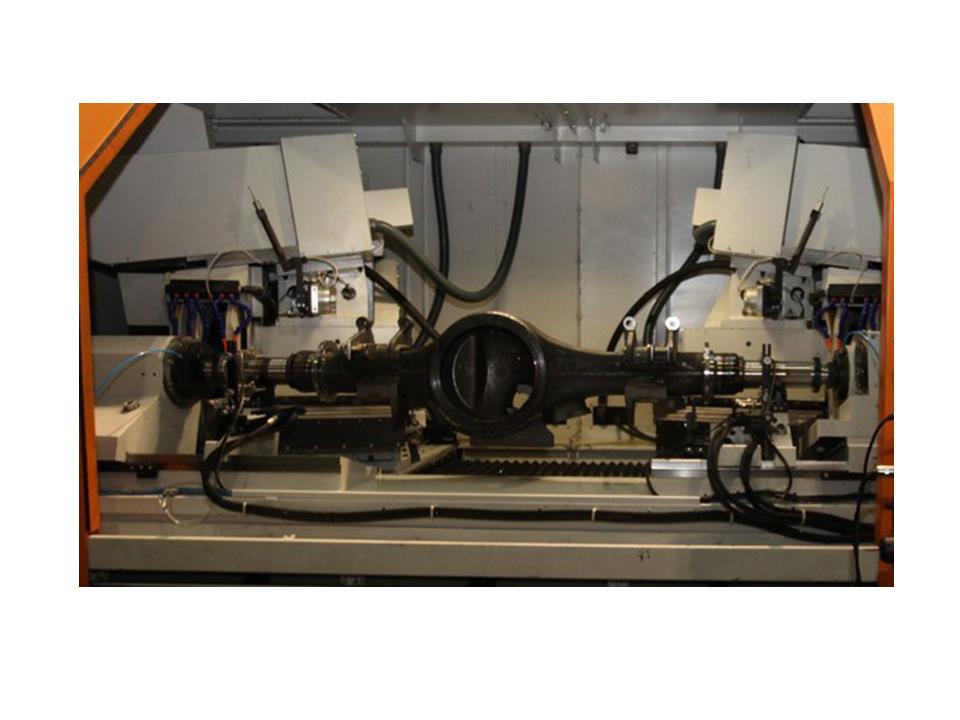
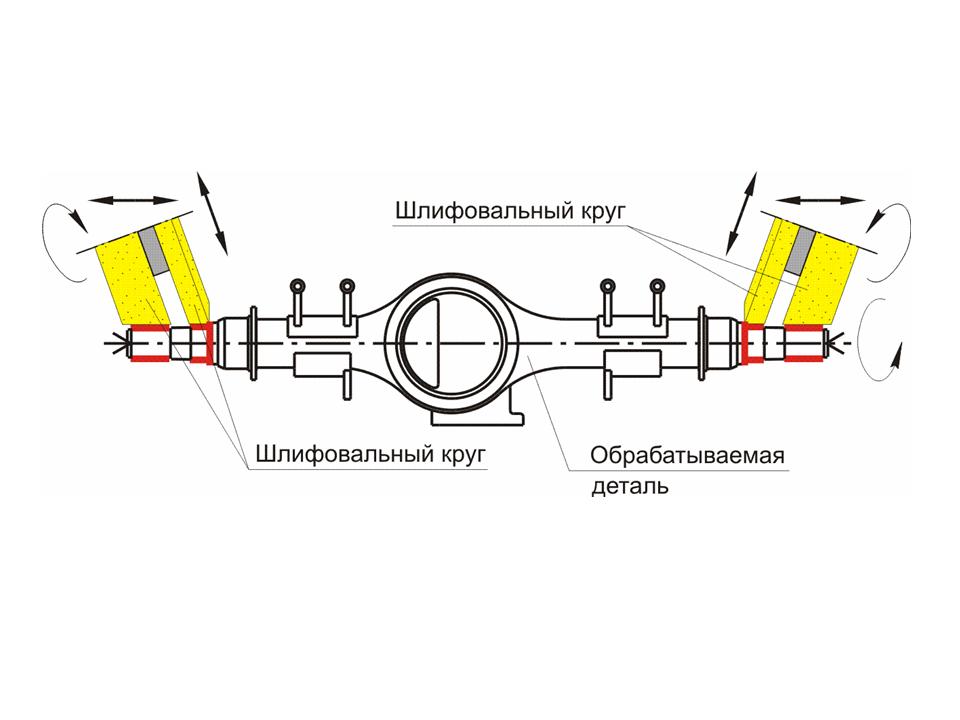
В компоновке станка применён принцип круглошлифовального станка с наличием продольного и поперечного перемещений двух шлифовальных бабок относительно вращающейся обрабатываемой детали, при этом в каждой шлифовальной бабке ось шлифовального круга расположена под углом к оси обрабатываемой детали.
Обработка деталей на станке производится в центрах и осуществляется методом врезного шлифования за счёт перемещения (подачи) шлифовального круга и кругового вращения детали.
Станок оснащён системой ЧПУ и преобразователями линейных перемещений по программируемым координатам с применением бесконтактных датчиков и низковольтной аппаратурой.
Бабка передняя, бабка задняя, две скобы активного контроля и опоры заготовки крепятся жестко на верхней поверхности литой чугунной станины (задняя бабка может сдвигаться вручную в продольном направлении).
На каждой шлифовальной бабке сверху установлен двух координатный механизм правки вращающимся алмазным роликом. Алмазный ролик перемещается по двум программируемым координатам в поперечном и вертикальном направлении.
Для определения положения торцев обрабатываемой детали на станке применяются два механизма ориентации, установленные на каждой шлифовальной бабке.
Внешние узлы станка со всех сторон закрыты ограждением, стационарно установленным на станине.
Доступ в рабочую зону осуществляется через сдвижные двери. С задней стороны станка расположены электрошкаф, гидростанция управления и аэрозолеотсасывающий агрегат, зажим и разжим детали гидравлический.
С правой стороны установлен агрегат подачи смазочно - охлаждающей жидкости с магнитным сепаратором и фильтром - транспортёром тонкой очистки СОЖ.
Связь электро и пневмогидрокоммуникаций подвижных шлифовальных бабок с системой коммуникаций станка осуществляется посредством гибких рукавов, закреплённых на верхней крышке ограждения.
Перед станком с левой стороны установлен поворотный пульт, в котором установлена панель управления системы ЧПУ.
Обработка деталей производится в автоматическом режиме по управляющей программе, при этом обеспечивается: черновое, чистовое шлифование и выхаживание с изменением режимов обработки;
ОСНАЩЕНИЕ СТАНКА:
- станок в сборе;
- система подачи и очистки СОЖ;
- гидростанция;
- аэрозолеотсасывающий агрегат;
- шкаф электроавтоматики;
- пульт управления с системой ЧПУ;
- комплект запасных частей, инструмента и принадлежностей;
- приспособление для статической балансировки шлифовальных кругов в сборе с фланцами и оправкой;
- датчик касания;
- прибор активного контроля;
- люнеты;
- комплект клиновых опор для установки станка на фундамент;
- комплект эксплуатационно-технической документации;
- управляющая программа обработки деталей.


{kind=link}